鋼板加工ニュース
ガス切断とは
ガス切断は100年以上の歴史を持つ伝統的な溶断方法で、可燃性ガスと酸素を組み合わせた高温の炎によって金属を加熱し、切断を行う加工技術です。レーザー加工などと比較すると、特に厚板の鋼板加工に優れており、鋼材加工には欠かせない代表的な手法です。
ガス切断の設備には
・ポータブル自動ガス切断機
・アイトレーサー
・NC溶断機
の大きく3種類ございます。当社は3種類すべて保有しており、用途に合わせてガス切断を行っています。
ガス切断のメリット・デメリット
メリット
厚板の切断に優れている
ガス切断は、レーザーやプラズマなどの他の切断方法では対応が難しい極厚鋼板の加工を得意としています。高温の炎と酸素の化学反応を利用するため、板厚に関係なく安定した切断が可能です。
初期費用とランニングコストが比較的安い
ガス切断は、レーザー加工機やプラズマ切断機に比べて装置がシンプルで、導入コストを大幅に抑えることができます。また、電力に依存せず、可燃性ガスと酸素があれば作業ができるため、ランニングコストも比較的安価です。
デメリット
熱による歪みや変形が発生しやすい
ガス切断は、切断部分だけでなく周囲の広範囲に熱が加わるため、熱影響部が大きくなり、材料に歪みや変形が生じやすい場合があります。
その他加工方法の比較表
| 特性 | ガス切断 | プラズマ加工 | レーザー加工 |
| 切断原理 | 高温の炎と酸素の酸化反応による切断 | 高温・高速のプラズマアークによる溶融・切断 | 高出力のレーザー光による溶融・蒸発・切断 |
| 切断可能板厚 | 最も厚い(50mm程度~) | 厚板〜中厚板(〜40mm程度) | 薄板〜中厚板(〜25mm程度) |
| 切断速度 | 遅い | 速い(特に中厚板) | 最も速い(特に薄板) |
| 寸法精度 | 中程度 | 中程度 | 高精度 |
| 初期・ランニングコスト | 最も安い | 中程度 | 最も高い |
当社のガス切断の特長
1.150mmの厚板の切断も可能
当社のガス切断の対応板厚は、28ミリ〜150ミリ厚です。最大対応サイズは、2,100×6,096で、150mmの厚板であっても高精度な切断加工を行っております。
ガス切断は、レーザー切断・プラズマ切断と比較して板厚の厚いものの切断を得意としています。
2.高い切断技術
ガス切断は、人手で行う作業工程が非常に多いため、職人(機械の使用者)の高い技術が求められます。鉄板を高熱でゆっくりと加工するため、歪み・反りなど生じやすいです。正確な形状・寸法を得るためにさまざまな技術を駆使します。
弊社では、20年以上の経験を積んでいる職人が複数人在籍しています。また、その技術を若手にしっかりと継承しており、どの職人が対応しても高い切断品質を提供することができます。
下図は、実際の切断面です。
こちらの動画は、弊社の主力職人のインタビュー動画です。仕事に対する姿勢・心がけていることをお伝えしています。是非ご視聴ください。
こちらの動画は、ガス溶断機アイトレーサーの加工動画です。ガス溶断の加工風景をご覧ください。
ガス切断事例
ガス精密溶断 130ミリ厚

当製品のように100mmを超える極厚の製品は切断難易度が非常に高いので、加工者に高い技術が求められます。当社では、高い技術を持ったベテラン加工者が多数在籍しているため、極厚製品でも綺麗に加工を行うことができます。
ガス溶断40ミリ厚 + ガス両面開先

こちらは、40ミリ厚の製品をガス溶断により切断した後に、両面にガス開先を施しています。社内でのガス開先の為、短納期かつ低コストで加工を行っています。
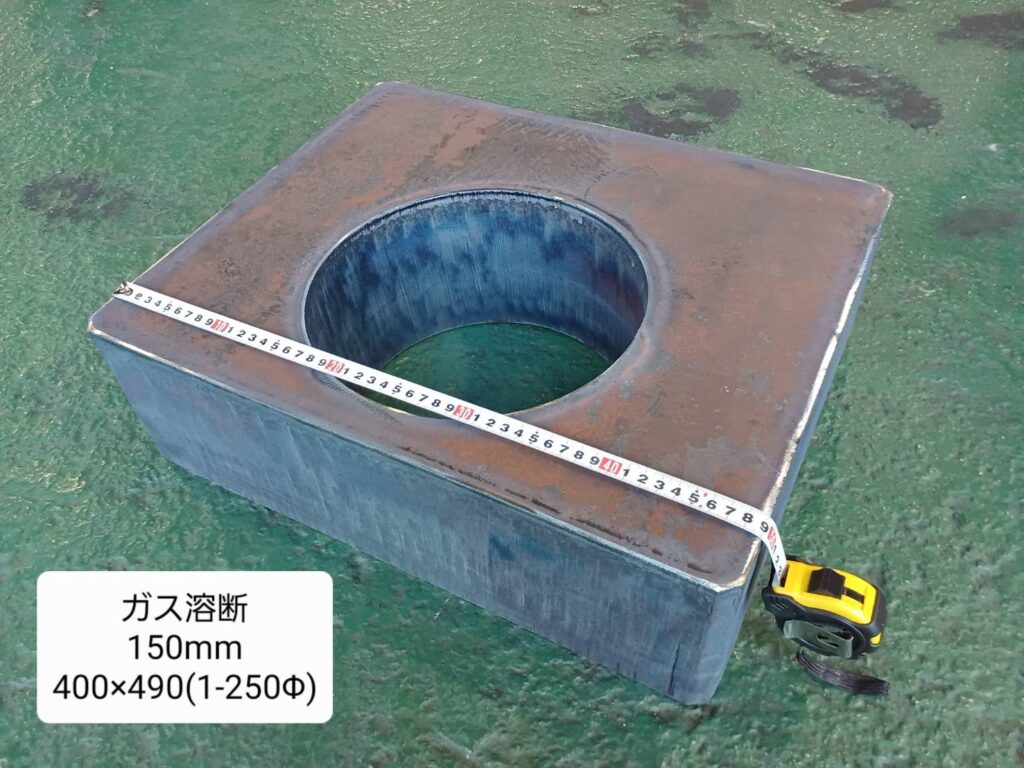
ガス精密溶断 150ミリ厚 60Φ小穴あり

こちらはガス精密溶断の加工事例です。当社では、極厚の鋼材であっても高い精度で加工を行うことが可能です。
ガス切断のことなら当社にお任せください!
今回はガス切断の特徴についてご紹介しました。
レーザー・プラズマ・ガス溶断加工センターを運営する坂元鋼材株式会社では、ガス切断だけではなく、レーザー切断・プラズマ切断にも対応し、0.5mmから150mm厚までのあらゆる鋼板を加工しています。
鋼板材料はそれ自体が最終製品ではなく、お客様のもとで、加工されて機械部品・建築部材等に姿を変えます。弊社が長年培った技術と実績をもとに、鋼板加工のプロフェッショナルとして、「次に使う人が使いやすい」鋼板をお届けしてまいります。
鋼板加工にお困りの方は、レーザー・プラズマ・ガス溶断加工センターまでお気軽にお問い合わせください!