鋼板加工ニュース
ガス溶断とは、金属と酸素との化学反応によって発生する熱を利用して金属を切断する加工方法です。まず、切断したい部分をガスバーナーで加熱し、そこに高圧の酸素を吹き付けることで金属を燃焼させて酸化鉄に変化させます。その酸化鉄を酸素の噴流で吹き飛ばしながら溶断します。
ガス溶断は他のレーザー加工やプラズマ加工と比較して板厚が厚い鋼板の切断に適しており、100ミリ厚を超える鋼板の切断も可能です。
坂元鋼材株式会社では、150mmまでの極厚鋼板を高精度で加工する「精密溶断」を得意としております。本記事では、当社が提供する精密溶断の特徴からポイントまでご紹介します。
当社の精密溶断について
鋼板のガス溶断は100mm厚を超えると加工の難易度が高くなります。そのため、厚板の切断はできても切断面の精度が低下したり、切断面が垂直にならず、角度が付くことで倒れが発生することが多くあります。
しかし、当社では高い技術力で100mmを超える厚板の溶断加工においても、切断不良を防ぎながら、高精度かつ美しい切断面を実現することが可能です。下記にて、精密溶断を可能にする当社の加工技術についてご紹介します。
切断速度と加熱温度の最適化
精密溶断のポイントとして、切断速度と加熱温度の最適化が挙げられます。鋼板の溶断時には、急激な温度変化によって材料が膨張・収縮し、切断面に加工不良が生じることがあります。これを防ぐためには、局所的に極端な熱が集中しないように配慮し、加工温度と切断速度のバランスを適切に調整することが求められます。熱の分布を均一に保ちながら切断を行うことで、精密で高品質な溶断加工が可能となります。
長年の経験を持つ熟練の職人による溶断加工
当社では、30年以上の経験と技術を持つベテラン加工者が多数在籍しているため、厚板の加工でも高精度に仕上げることができます。ガス溶断は職人の技術力に精度が左右される部分があるため、各職人の高い技術力によって精密溶断を可能にします。
当社の精密溶断事例のご紹介
ガス精密溶断 150ミリ厚 60Φ小穴あり
こちらはガス溶断による極厚加工の事例になります。当社では、150ミリ厚を超えるような厚板でも高い精度で加工を行うことができます。
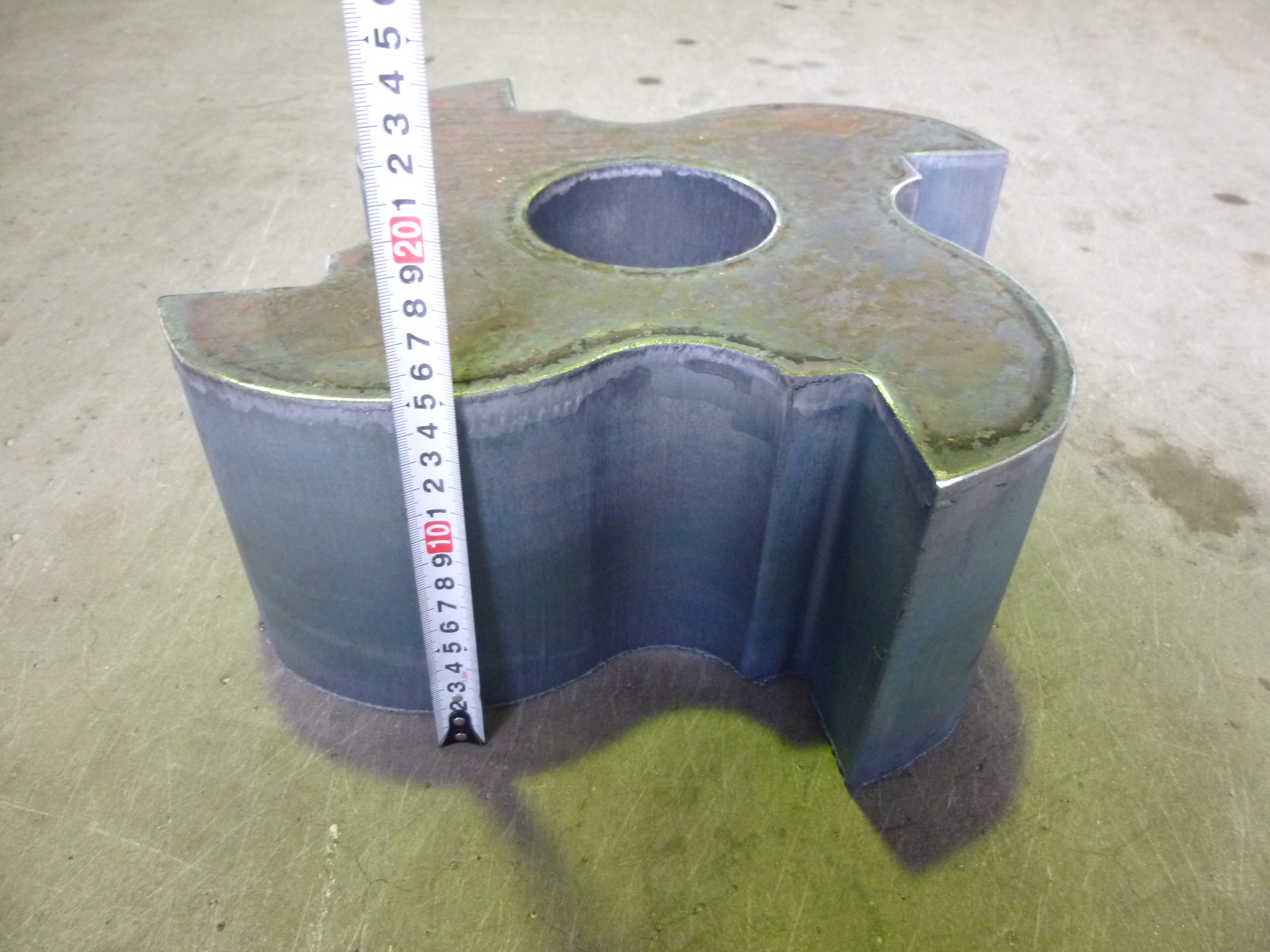
140ミリ極厚に25Φのガス小穴

こちらは産業機械部品の事例です。一般的にガス溶断で加工できる最小の穴径は「板厚と同程度の直径」とされており、たとえば板厚が140mmの場合、通常は直径140mmが限界とされています。
しかし当社では、板厚よりもはるかに小さな径の穴あけにも対応可能です。本事例では、140mmの厚板に対して直径25mmという極小径の穴をガス溶断で加工いたしました。これにより、通常必要とされる機械加工による後工程が不要となり、コスト削減や納期短縮といった大きなメリットを実現しています。
ガス精密溶断 130ミリ厚

当製品のように板厚が100mmを超えるような極厚材の切断は、非常に高度な加工技術を要します。板厚が増すにつれて、切断時に断面へ勾配が付きやすくなり、美しい切断面を維持することが困難になるためです。
当社では、こうした難易度の高い加工に対応できる熟練の技術者が多数在籍しており、極厚材であっても高精度かつ美しい切断仕上げを実現することが可能です。
精密溶断ならレーザー・プラズマ・ガス溶断加工センターにお任せください。
いかがでしたでしょうか。今回は精密溶断の概要から当社の加工におけるポイントについてご紹介しました。レーザー・プラズマ・ガス溶断加工センターを運営する坂元鋼材株式会社では、30年以上の経験と技術を持つベテランを中心に熟練の職人が100mmを超える極厚鋼材加工を高精度かつ短納期でご提供することができます。お困りの方はお気軽にご相談下さい。